A comprehensive joint-stock enterprise integrating production, R & D, trade and after-sales service

TEL:
+86 5552229969TEL:
+86 5552229969
Bending of sheet metal refers to the processing of changing the angle of sheet metal or sheet metal. Such as bending the plate into V-shape, U-shape, etc. Generally, there are two methods for sheet metal bending:
One method is die bending, which is used for sheet metal structure with complex structure, small volume and mass processing;
The other is bending by bending machine, which is used to process sheet metal structures with large structure size or low output. At present, the bending of the company's products is mainly processed by bending machine.
These two bending methods have their own principles, characteristics and applicability.
1.1.1 die bending:
For the structural parts with an annual processing capacity of more than 5000 and the part size is not too large (generally 300x300), it is generally considered to open the stamping die.
1.1.1.1 common bending dies
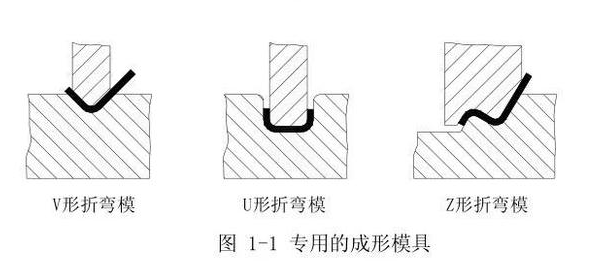
Common bending dies are shown in Figure 1-1: in order to prolong the service life of the die, fillet shall be used as much as possible in part design.
If the bending height is too small, even the use of bending die is not conducive to forming. Generally, the bending height L ≥ 3T (including wall thickness).
1.1.2 bending machine
Bending machine is divided into ordinary bending machine and CNC bending machine. The accuracy requirement is high. The sheet metal with irregular bending shape is generally bent by NC bending machine. Its basic principle is to bend and form the sheet metal parts by using the bending knife (upper die) and V-groove (lower die) of the bending machine.
Advantages: convenient clamping, accurate positioning and fast processing speed;
Disadvantages: low pressure, can only process simple forming, low efficiency.
1.1.2.1 basic principle of forming
The basic principle of forming is shown in Figure 1-2:
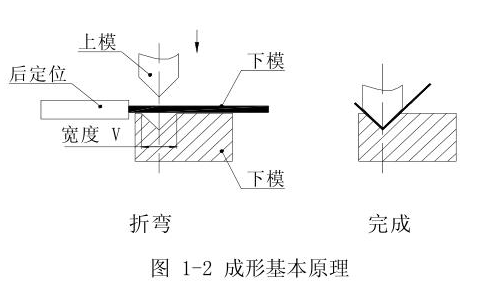
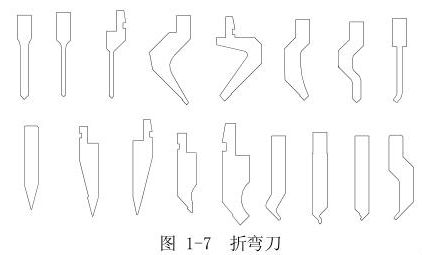
1) Bending knife (upper die)
The form of bending cutter is shown in Figure 1-3. It is mainly selected according to the shape of the workpiece during processing;
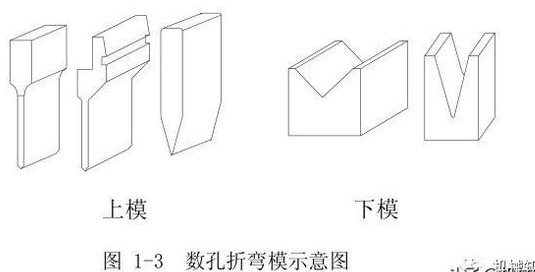
2) The lower mold is generally v = 6T (t is the material thickness).
There are many factors affecting the bending process, mainly including the arc radius of the upper die, material, material thickness, strength of the lower die, die size of the lower die and so on. As shown in Fig. 1-3, the upper mold is on the left and the lower mold is on the right.

Basic principles of bending sequence:
1) Bending from inside to outside;
2) Bending from small to large;
3) First bend the special shape, and then bend the general shape;
4) After the former process is formed, it will not affect or interfere with the subsequent process.
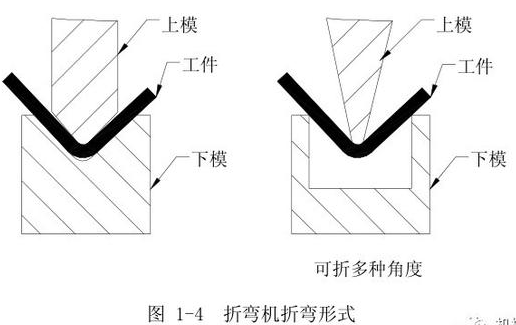
At present, the bending forms seen in outsourcing factories are generally as shown in Figure 1-4.
1.1.2.2 bending radius
During sheet metal bending, the bending radius shall be provided at the bending position. The bending radius shall not be too large or too small, and shall be selected appropriately. Too small bending radius is easy to cause cracking at the bending, and too large bending radius makes the bending easy to rebound.
1.1.2.3 bending springback
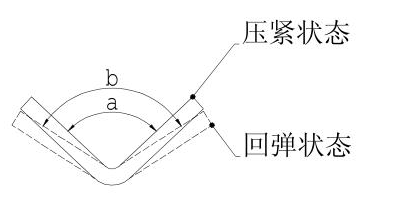
Figure 1-5 schematic diagram of bending springback
1) Rebound angle: Δα= b-a
Where
B - actual angle of the workpiece after springback;
A - angle of the die.
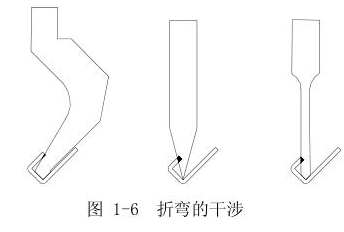
1.1.2.4 interference during bending
1.1.2.5 primary dead edge
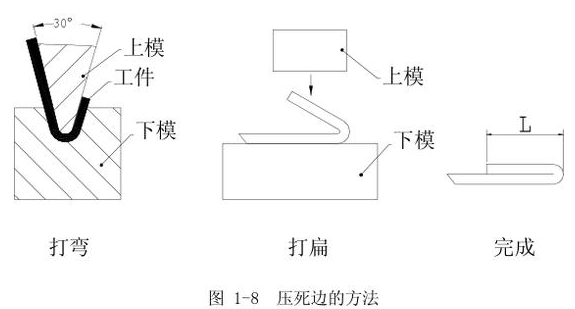
Method of pressing dead edge at one time: as shown in Figure 1-8, first fold the plate into 30 degrees with a 30 degree bending knife, and then flatten the bending edge.
The minimum bending edge dimension L in the figure is the minimum bending edge dimension of one-time bending edge described in 1.3.2.2 plus 0.5T (t is the material thickness). Dead edge pressing is generally applicable to stainless steel, galvanized sheet, aluminum coated zinc sheet, etc. Electroplated parts should not be used, because there will be acid liquid in the pressed edge.
1.1.2.6 180 degree bending:
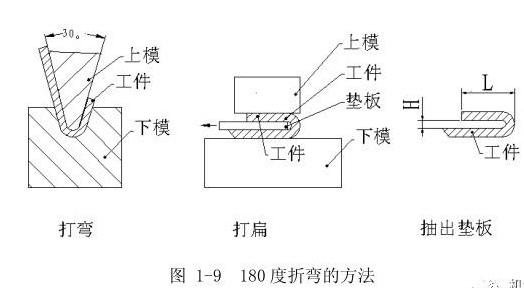
180 degree bending method: as shown in Figure 1-9, first fold the plate into 30 degrees with a 30 degree bending knife, then flatten the bending edge, and then pull out the backing plate.
For height h, common plates should be selected, such as 0.5, 0.8, 1.0, 1.2, 1.5 and 2.0. Generally, higher dimensions should not be selected for this height.
1.1.2.7 triple folding dead edge:
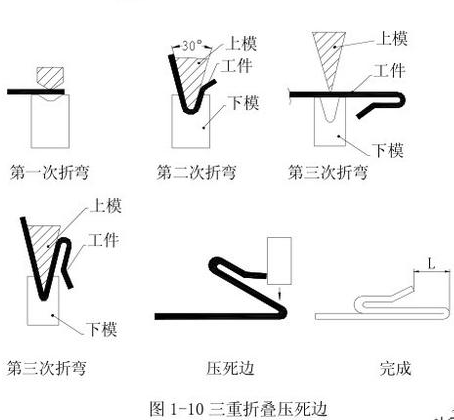
As shown in Figure 1-10, first fold the shape, and then fold the dead edge.

MAANSHAN SHIRONG MACHINERY TECHNOLOGY CO,LTD all rights reserved
Record No.: None 
 TEL:+86 13866421937 (Wechat & Whatsapp)
TEL:+86 13866421937 (Wechat & Whatsapp)
 EMAIL:sale01@srmt.cc
EMAIL:sale01@srmt.cc
 ADD:Bowang Town, Ma'anshan City, Anhui Province, China
ADD:Bowang Town, Ma'anshan City, Anhui Province, China

Mobile

Wechat
LINK:CT8 PRESS BRAKE / E21 PRESS BRAKE / HYDRAULIC SHEARING MACHINE / ELECTRIC SHEARING MACHINE
Site map technical support:whtime.net
