A comprehensive joint-stock enterprise integrating production, R & D, trade and after-sales service

TEL:
+86 5552229969TEL:
+86 5552229969
The first method
Let's look at the picture below
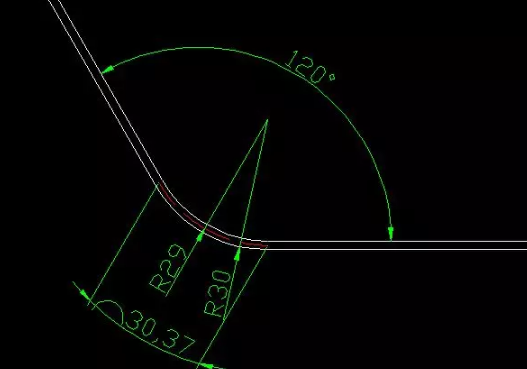
The plate thickness is 2mm, the bending angle is 120 degrees, the external radius is 30, the radius of the neutral layer is 29, and the arc length of the neutral layer is calculated for the arc bending. Therefore, the number of bending tools and the bending angle of each tool are also calculated according to the arc length of the neutral layer, and the distance between the neutral layer and the edge is half of the plate thickness.
In the figure above, how many knives are needed for arc bending, and what is the bending angle of each knife?
If we Cut 2mm per knife.
Number of bending tools = arc length / 2mm = 30.37/2 = 15
Number of bending tools 15
Bending angle
=180 - {(2 / arc length) x (180 bending angle)} = 180 - {(2 / 30.37) X60} = 176
Bending angle of each knife 176 degrees
If we cannot measure the arc length during bending, we can also calculate it according to the following formula
Bending angle = 180 - {(2 / 3.14x neutral layer radius) x180} = 180 - {(2 / 3.14x29) x180} = 176
If you want to Cut 3mm, replace 2 with 3 in the above formula
Of course, the above formula is a theoretical calculation formula. In actual processing, it will be adjusted according to the results calculated by the above formula.
The second method

MAANSHAN SHIRONG MACHINERY TECHNOLOGY CO,LTD all rights reserved
Record No.: None 
 TEL:+86 13866421937 (Wechat & Whatsapp)
TEL:+86 13866421937 (Wechat & Whatsapp)
 EMAIL:sale01@srmt.cc
EMAIL:sale01@srmt.cc
 ADD:Bowang Town, Ma'anshan City, Anhui Province, China
ADD:Bowang Town, Ma'anshan City, Anhui Province, China

Mobile

Wechat
LINK:CT8 PRESS BRAKE / E21 PRESS BRAKE / HYDRAULIC SHEARING MACHINE / ELECTRIC SHEARING MACHINE
Site map technical support:whtime.net
